
 Дом
Дом






Медная проволока соответствует экструзионной головке для катанной шины
1.Описания и название продукта: Непрерывная экструзионная матрица, непрерывная медная экструзионная матрица, соответству
Отправьте запросОПИСАНИЕ
Базовая информация.
| Производственная мощность | 50000 комплектов/год |
Описание продукта
1.Описания и название продукта:
Непрерывная экструзионная матрица. Непрерывная экструзионная матрица для меди. Экструзионная матрица для меди. Экструзионная матрица для медной катанки.
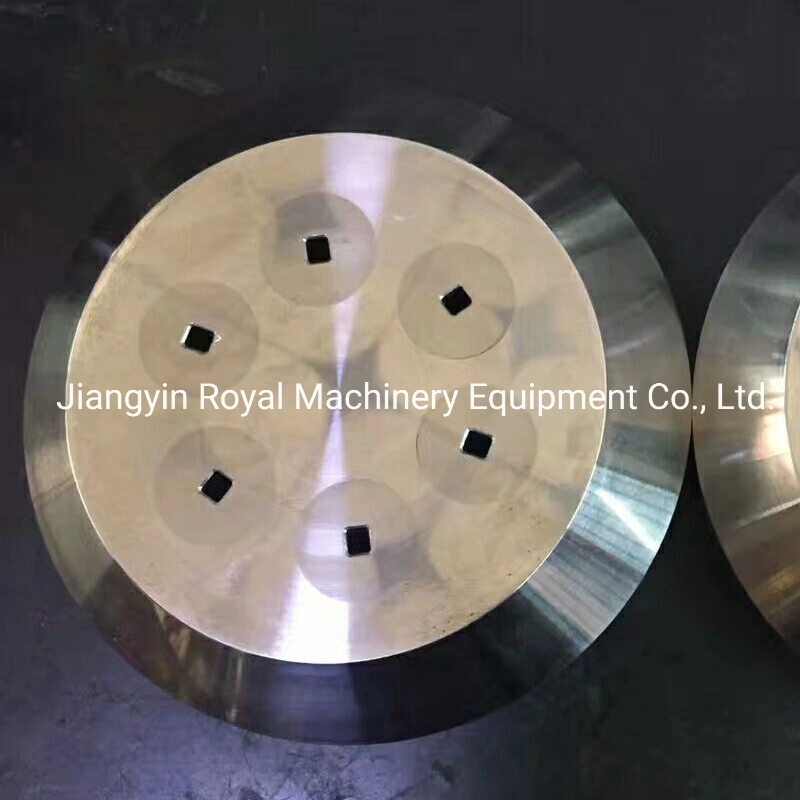
2. Фотографии продукта дляНепрерывная экструзионная матрица. Непрерывная экструзионная матрица для меди. Экструзионная матрица для меди. Экструзионная матрица для медной катанки.:


5. Введение продукта:
Медная экструзионная матрица для соответствующих станков.
6. Технические характеристики продукта:
| Число | Элемент | Описания |
| 1 | Наименование товара | Непрерывная экструзионная матрица. Экструзионная матрица, соответствующая меди, для экструзионной матрицы, соответствующей катанке, шине. |
| 2 | размер матрицы | от 25 до 120 мм |
| 3 | Материалы штампов | Сталь H13+сталь вольфрама/сталь вольфрама |
| 4 | Тип штампа | проволочная шина |
| 5 | Срок поставки | 7-15 рабочих дней |
| 6 | Проточный коллектор | Компьютерное моделирование |
| 7 | Приложение | проволочная шина |
| 8 | Упаковка | Деревянный ящик или картонная коробка |
7. Послепродажное обслуживание и коррекция матрицы.
1). Когда заказ будет подтвержден, мы вышлем вам чертежи на утверждение, а затем начнем производство.
2).мы предлагаем быструю доставку для клиентов, чтобы удовлетворить производственные требования.
3). При необходимости предложите советы по исправлению штампа.
4). Для долгосрочного сотрудничества с клиентом мы отправляем инженера для инструкции на месте.
5).Профессионал в комплексных матрицах для экструзионных матриц для радиаторов, экструзионных матриц для рулонных дверей, экструзионных матриц большого размера, матриц с нулевым подшипником, матриц для экструзии алюминия из вольфрамовой стали и т. д.
8. Непрерывный анализ срока службы экструзионной матрицы, фактор отказа, коррекция и обслуживание.
Анализ срока службы экструзионной головки непрерывного действия, фактор отказа, коррекция и техническое обслуживание
Принцип процесса непрерывной экструзии основан на действии вращающегося колеса, которое тянет и толкает подаваемый сырьевой стержень посредством сил трения, существующих между ними. Непрерывная обработка имеет много преимуществ по сравнению с традиционной экструзией: экономия инвестиций и получение продукции более высокого качества.
Существует три типичных способа экструзии: одноколесное колесо с одной канавкой, одиночное колесо с двумя канавками, сдвоенное колесо с одной канавкой. На основе различных способов экструзии существуют различные способы проектирования штампов. Поэтому современное производство штампов может повысить эффективность производства и качество продукции.
Анализ срока службы матрицы непрерывной экструзии и факторы отказов
(Срок службы непрерывной экструзионной матрицы соответствует среднему сроку службы). Удар, разрушение, пластическая деформация, адгезия, преждевременное истирание, горячий перелом и т. д. являются преждевременным выходом из строя, когда рабочий штамп достигает среднего срока службы, его выход из строя является нормальным.
Факторы жизни штампа:
* Структура и прочность штамповых инструментов.
* Материалы для изготовления штампов.
* Уровень обработки.
* Термическая обработка и обработка поверхности.



